A poeira industrial acumulada não faz barulho. Mas ela está lá, sobre vigas, tubulações, luminárias e em cada canto da operação onde a rotina de limpeza não chegou com a frequência certa. Em uma indústria alimentícia, essa poeira é risco biológico, químico e, dependendo da composição, até de ignição.
O controle de poeira industrial é regulamentado pela NR-15, que trata do controle, dos limites de tolerância, da insalubridade para poeiras minerais(como sílica e asbesto) e da exposição dos trabalhadores a esses agentes.
Poeira fina passa batida justamente porque não incomoda imediatamente. Ninguém para a produção por causa de poeira na viga. O problema é que esse acúmulo silencioso tem consequências que aparecem no longo prazo e quase sempre só são detectadas durante uma auditoria ou inspeção inesperada.
A NR-09 estabelece que toda empresa deve realizar a Avaliação das Exposições Ocupacionais (AEO) para agentes físicos, químicos e biológicos. Poeiras de origem orgânica, como farinhas, açúcar e fibras vegetais, têm limites de tolerância que, quando ultrapassados, exigem medidas de controle imediatas.
Poeiras inorgânicas, como sílica e cal, podem causar silicose, uma das pneumoconioses mais graves e irreversíveis entre trabalhadores industriais brasileiros.
No setor alimentício, a poeira representa também risco direto de contaminação cruzada. Partículas suspensas se depositam sobre superfícies de contato com alimentos, comprometem linhas já higienizadas e colocam em risco a conformidade da operação com a RDC 275/2002 da ANVISA.
Em operações com poeiras de cereais, açúcar, cacau ou café, o risco vai além do sanitário. Essas partículas são combustíveis em suspensão, e ambientes com concentração elevada representam risco de ignição. O plano de prevenção de riscos precisa contemplar esse fator, especialmente onde há presença simultânea de calor e poeira em alta concentração.
Antes de qualquer decisão sobre equipamentos ou rotinas, é necessário saber com precisão onde a poeira industrial é produzida. Esse mapeamento considera as etapas do processo produtivo, o tipo de resíduo gerado em cada etapa, a frequência com que aparece e os pontos de acúmulo dentro da planta.
Em linhas de processamento de alimentos, as fontes mais comuns incluem pesagem de ingredientes a granel, moagem, transporte pneumático, embalagem e movimentação de matéria-prima. Cada etapa gera partículas com características diferentes, e o controle precisa ser pensado para cada contexto.
O mapeamento deve considerar também como as partículas se deslocam entre áreas. Em ambientes com circulação intensa de empilhadeiras, abertura constante de portas e movimentação frequente de pessoas, por exemplo, a poeira gerada em um ponto se deposita em outros completamente diferentes.
Com o mapeamento feito, o próximo passo é calibrar a frequência de limpeza por área. Zonas de manipulação direta de alimentos exigem ciclos muito mais rigorosos do que áreas de apoio, depósito ou circulação. Essa diferenciação é o que transforma a limpeza de tarefa genérica em processo controlado com rastreabilidade.
Estruturas elevadas merecem atenção específica. Vigas, tubulações, luminárias e calhas de ventilação acumulam poeira industrial de forma progressiva e silenciosa. O erro mais comum é tratar essas superfícies como pontos de manutenção eventual, quando deveriam integrar o plano de higienização preventiva.
Existe um paradoxo na limpeza industrial que merece atenção. Algumas das práticas mais comuns são exatamente as que mais agravam o problema da poeira industrial.
Varrer o chão com vassoura em área seca suspende partículas que estavam estabilizadas e as redistribui pelo ambiente inteiro. Usar ar comprimido para remover poeira industrial de máquinas faz o mesmo, com velocidade ainda maior.
O resultado é que as partículas migraram para outras superfícies, incluindo áreas já higienizadas, equipamentos de processo e, em ambientes alimentícios, zonas de contato direto com o produto.
A recomendação alinhada às boas práticas da ANVISA é priorizar sistemas de remoção que capturam a poeira na origem. Isso inclui aspiração direta sobre a fonte de geração, uso de panos industriais tratados ou úmidos para partículas finas e adoção de equipamentos com filtração adequada para cada tipo de resíduo.
A escolha do pano certo influencia diretamente o resultado. Materiais que retêm a partícula sem soltar fibra são os mais indicados para ambientes de alta exigência sanitária.

Aspirador industrial não é tudo igual. Essa afirmação soa óbvia, mas a especificação incorreta de equipamentos de aspiração ainda é um erro recorrente em operações industriais. O tipo de poeira define o equipamento.




Poeiras finas, como as de farinha, amido e talco, exigem filtros de alta eficiência para evitar que partículas menores atravessem o sistema de filtragem e retornem ao ar do ambiente. Poeiras úmidas ou pastosas precisam de equipamentos com separação de líquidos. Partículas metálicas exigem considerações específicas de segurança.
Os aspiradores industriais da Brasmo são aplicáveis em diferentes perfis de operação, de limpeza de pisos e máquinas a estruturas em altura com extensores de alcance. A especificação correta do equipamento tem impacto direto na qualidade do ar do ambiente de trabalho e na eficiência do processo de higienização.
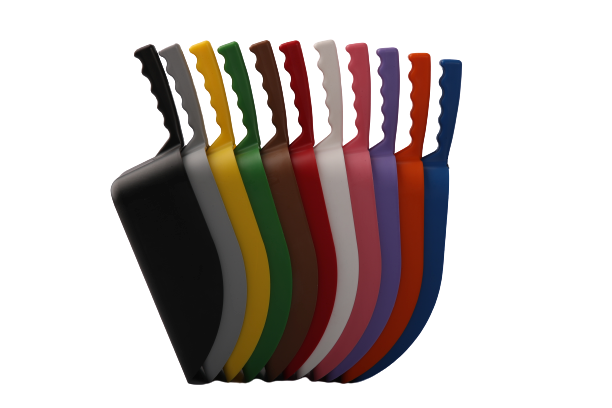
O código de cores é uma das ferramentas mais diretas para prevenir a contaminação cruzada em operações industriais. A lógica é objetiva: utensílios de uma área não entram em outra sem identificação e controle. Pá vermelha para área de carne; Azul para laticínios; Verde para hortifrutigranjeiros. Cada cor para uma função.

A padronização por cores reduz o erro humano em trocas de turno. Quando o colaborador identifica visualmente o utensílio correto para a área onde trabalha, o risco de uso indevido cai de forma consistente. Em equipes com rotatividade ou múltiplos turnos, esse ganho é ainda mais relevante.
Pás industriais inadequadas criam problemas que vão além do visual. Cabos frágeis, materiais difíceis de higienizar. Na prática, esses utensílios quebram com frequência, acumulam resíduos em juntas e exigem substituição constante.
A pá certa precisa ser resistente ao processo, compatível com o tipo de resíduo e fácil de higienizar. Uma pá para material seco não é a mesma para resíduo úmido.

Cabos inadequados para o trabalho são origem de esforço excessivo, postura errada e improviso. Quando o cabo é curto demais, o colaborador se curva além do necessário. Quando é pesado demais, o movimento repetitivo sobrecarrega o ombro e punho.
Cabos ergonômicos e de comprimento adequado permitem maior alcance, melhor controle do utensílio e menor esforço por ciclo de limpeza. Quando integrados ao sistema de cores, fortalecem a organização da operação inteira. O colaborador sabe qual cabo usar, para qual utensílio e em qual área. Menos dúvidas, menos erros e menos afastamentos por LER/DORT.

Há processos onde a contaminação por corpo estranho tem custo altíssimo. Recall de produto, suspensão de linha, autuação da ANVISA e dano à imagem da marca são consequências que custam muito mais do que o utensílio que causou o problema.
A linha FBK atende demandas de higiene industrial com foco em resistência, durabilidade e padronização por cores. São utensílios desenvolvidos para ambientes de alta exigência sanitária, com materiais que facilitam a higienização e reduzem o risco de acúmulo em frestas e junções.
O que não aparece no nível do olho tende a ser esquecido. Vigas, dutos de ventilação, luminárias, coifas e estruturas suspensas acumulam poeira de forma lenta e progressiva. Durante semanas ou meses, esse acúmulo passa sem registro. Até que uma vibração, uma corrente de ar ou uma manutenção desprende o que estava acumulado.
Esse tipo de recontaminação é difícil de rastrear e difícil de explicar em auditoria. Por isso, a limpeza em altura deve compor o plano de higienização da operação com frequências definidas, responsáveis indicados e equipamentos adequados.
Em operações maiores, isso pode envolver plataformas de trabalho, extensores de cabo ou contratação específica para superfícies elevadas. O ponto é que essa limpeza precisa existir e estar documentada, inclusive para conformidade com a RDC 275/2002 e com os critérios de auditoria de qualidade.
Operações que tratam limpeza em altura como parte da manutenção preventiva reduzem o risco de recontaminação por queda de partícula de forma consistente.
Equipamento certo, utensílio correto, código de cores implantado. Tudo isso pode estar disponível na operação e ainda não funcionar se a equipe não souber como usar.
O colaborador precisa entender o porquê de cada procedimento. Ou seja, “por que não varrer em seco; por que a pá azul não vai para a área vermelha; por que o cabo precisa de comprimento específico para cada função”. Quando há entendimento, há cumprimento.
Registros de limpeza, assinatura de protocolo por turno e revisões periódicas das rotinas transformam boas práticas em cultura operacional. Em uma inspeção da ANVISA, o registro de higienização bem estruturado é o primeiro documento consultado.
Operações industriais que investem em capacitação contínua de segurança e higiene reduzem os índices de não conformidade em auditorias sanitárias de forma consistente.
Reduzir poeira industrial de forma consistente não depende de um produto isolado nem de uma ação corretiva pontual. Depende de integração entre mapeamento de risco, frequência de limpeza calibrada por área, equipamentos especificados corretamente, utensílios padronizados por cor e equipe treinada.
A Brasmo, com mais de 30 anos de atuação no setor industrial, entende que a venda de produto é apenas a parte tangível da relação. O que diferencia uma parceria estratégica de uma simples transação é o apoio técnico para que cada solução seja usada da forma certa, no lugar certo e com a frequência necessária.
Quer saber mais sobre as soluções de segurança e higiene industrial da Brasmo?
Fale com nosso time técnico e monte seu plano de controle de poeira industrial.
A poeira industrial é formada por partículas sólidas geradas em processos produtivos, como corte, moagem, mistura, transporte de materiais e manutenção. Ela pode se acumular em pisos, máquinas, estruturas elevadas e superfícies, afetando a higiene e o controle do ambiente.
A poeira pode se deslocar entre áreas, aderir a utensílios, cair sobre superfícies limpas ou ser transportada por equipamentos e pessoas. Quando não há segregação de ferramentas e rotinas adequadas, ela aumenta o risco de transferência de resíduos entre setores
A redução depende de um conjunto de ações, como mapeamento das fontes de poeira, definição de rotina de limpeza por risco, uso de aspiradores industriais adequados, segregação por código de cores e treinamento da equipe.
Não é o método mais indicado na maioria dos casos. A varrição seca pode suspender partículas no ar e espalhar poeira para outras áreas. Em ambientes industriais, a aspiração controlada costuma ser mais eficiente e segura.
O código de cores ajuda a separar utensílios por área de uso, evitando que ferramentas de uma zona contaminada sejam levadas para áreas limpas. Isso reduz erros operacionais e reforça a prevenção de contaminação cruzada.
Eles não substituem totalmente, mas tornam o processo mais eficiente. Os aspiradores industriais ajudam a remover poeira fina, resíduos secos e partículas em áreas de difícil acesso, reduzindo dispersão e melhorando a qualidade da limpeza.
Pás resistentes devem ser usadas em ambientes com alto volume de resíduos ou operação contínua. Já versões detectáveis são indicadas para processos com exigência de controle de corpos estranhos, como na indústria alimentícia e farmacêutica.