Quem trabalha em uma cozinha industrial, frigorífico e laticínio sabe que os olhos precisam estar treinados para enxergar o que outros ignoram. Por exemplo, um utensílio que está exclusivamente na área de manipulação de carnes cruas aparece pendurado ao lado da pia de vegetais. Essa cena aparentemente despreocupada e banal é, na verdade, o começo de um problema que pode custar caro: a contaminação cruzada.
A contaminação cruzada é um dos riscos mais insidiosos em operações alimentícias porque, diferentemente de um acidente visível, ela não deixa marcas óbvias, e pode contaminar centenas de quilos de alimento antes de ser detectada, isso se for detectada.
A Agência Nacional de Vigilância Sanitária (ANVISA), por meio da Resolução de Diretoria Colegiada (RDC) 216/2004, estabelece com clareza que toda operação de manipulação de alimentos precisa contar com estrutura, equipamentos e materiais que garantam a segurança alimentar em todas as etapas.
Contaminação cruzada é a transferência involuntária de agentes perigosos, como patogênicos, de um lugar, alimento ou utensílio contaminado para outro que estava limpo ou seguro. Essa transferência pode ocorrer de forma direta ou indireta.
Na indústria alimentícia brasileira, particularmente em frigoríficos, laticínios e operações de processamento de alimentos prontos, a maioria dos riscos de contaminação cruzada envolve a manipulação de carnes cruas e alimentos de origem animal.
Bactérias perigosas como a Salmonella vivem naturalmente no trato intestinal de animais como aves, bovinos e suínos. Durante o processamento (abate, desossa, moagem) essas bactérias podem contaminar qualquer superfície que entre em contato com a carne, ou seja, utensílios, panos de limpeza, as mãos dos operadores, facas, tábuas de corte, até mesmo o ar quando há respingos.
As consequências financeiras e legais da contaminação cruzada são severas: multas que variam de R$ 5 mil a R$ 50 mil , encerramento da operação, processos judiciais movidos por consumidores afetados e indenizações por danos morais. Um único episódio de contaminação que cause uma doença transmitida por alimento (DTA) registrada em vigilância sanitária pode resultar em recall de centenas de toneladas de produto.
Por isso, a prevenção de contaminação cruzada é a defesa do modelo de negócio inteiro. E implementar um sistema robusto, baseado em códigos de cores, protocolos de higienização rigorosos e equipamentos adequados, reduz drasticamente esses riscos e, simultaneamente, demonstra conformidade nas auditorias.

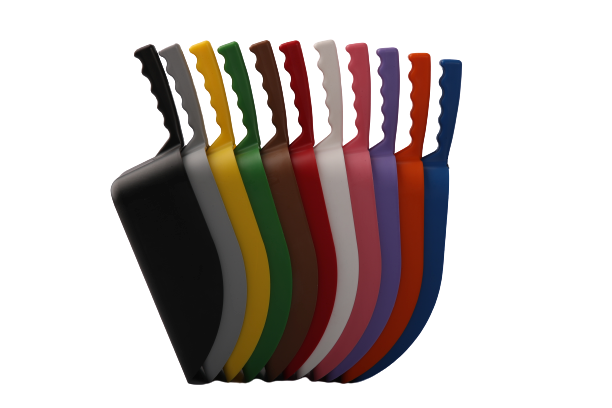
O código de cores é um sistema internacional de organização visual que funciona como linguagem compartilhada em operações alimentícias. A ideia fundamental é simples, mas poderosa: cada cor representa um tipo específico de alimento ou área de manipulação, e nenhum utensílio de uma cor pode ser usado fora de sua zona designada.
Essa separação visual reduz drasticamente erros humanos, mesmo em ambientes de alta pressão e com múltiplos operadores trabalhando simultaneamente. É importante notar que a RDC 216/2004 da ANVISA não especifica quais cores usar exatamente, mas exige que toda operação implemente um sistema claro e consistente de segregação de utensílios.
A indústria brasileira segue, portanto, padrões estabelecidos internacionalmente e adaptados pela legislação sanitária local. Esses padrões são recomendados por órgãos como a OMS (Organização Mundial de Saúde) e estão consolidados em operações de segurança alimentar em todo o mundo.
Os códigos de cores mais comuns e reconhecidos internacionalmente são:
Além da cor visual do utensílio, a Brasmo oferece pás resistentes com especificações técnicas aprimoradas para atender às exigências da indústria alimentícia brasileira. As pás são fabricadas de acordo com as exigências fundamentais da à RDC 216.
As pás FBK, por outro lado, são indicadas para operações onde não há exigência de detectabilidade metálica, ambientes onde o metal detector está desligado ou simplesmente não faz parte do protocolo de segurança. Essas pás garantem durabilidade superior e conformidade total com as normas, mantendo o custo operacional reduzido.
Implementar cores diferentes para utensílios é a diferença entre uma operação que cumpre conformidade sanitária de forma robusta e uma operação que fica vulnerável a auditoria, multas e, mais importante, a surtos de doenças transmitidas por alimentos. Quando um auditor da ANVISA entra na sua operação e vê pás de cores diferentes claramente organizadas por área, isso comunica conformidade com as normas.
Teoria é importante, mas é a prática que deixa sua operação em conformidade. A implementação de um sistema robusto de organização de utensílios requer planejamento metodológico, comunicação clara e disciplina executada diariamente. Aqui está como fazer isso funcionar de verdade no chão de fábrica.
Primeiro passo: mapeie seus fluxos de trabalho com detalhe. Não é suficiente saber que você processa “carnes”. Você precisa identificar cada área discreta onde acontece manipulação: recebimento e armazenamento de matérias-primas, descongelamento, processamento primário e secundário, manipulação de produtos prontos, embalagem final, e limpeza/sanitização do ambiente.
Segundo passo: designe um kit de utensílios dedicado para cada área ou tipo de manipulação. Segregar os produtos e comunicar os colaboradores reduz significativamente o erro humano. Pessoas têm memória falha e ficam cansadas, e os sistemas visuais claros funcionam mesmo quando a fadiga está alta.
Terceiro passo: escolha equipamentos com durabilidade e ergonomia pensadas especificamente para esse ambiente de alta exigência. Cabos ergonômicos, por exemplo, reduzem drasticamente a fadiga dos operadores durante jornadas que podem durar 8 ou até 12 horas.
Menos fadiga significa menos pressa desnecessária, menos erros, e menos chance de cruzamento de utensílios. Produtos como as soluções da Brasmo são projetados especificamente para ambientes alimentícios brasileiros, onde o fator humano é determinante.
Quarto passo: estabeleça zonas de armazenamento claras e segregadas. Cada kit de cores deve ter seu próprio espaço físico, longe de outras áreas. Muitas operações bem-estruturadas usam racks específicos com etiquetagem por cor e descrição de uso.
Por exemplo: Pás vermelhas para carnes cruas. Isso facilita o reconhecimento visual mesmo para novos operadores, reduz confusão, e deixa óbvio para um auditor que o sistema está implementado.
Quinto passo: documente tudo em formulários e registros. A RDC 216 exige que toda operação deixe registros rastreáveis de como utensílios são higienizados, armazenados, utilizados e mantidos. Um simples check list diário, preenchido e assinado por um responsável, prova que sua operação está sob controle.

De nada adianta um sistema de códigos de cores impecável, perfeitamente implementado e visualmente organizado, se a higienização não acompanha com rigor equivalente.
A contaminação cruzada não respeita o código de cor se o utensílio que está sendo usado não está verdadeiramente limpo. A RDC 216/2004 deixam isso evidente: equipamentos e utensílios devem ser higienizados com frequência apropriada e usando métodos eficazes.
Para operações maiores ou com arquitetura mais complexa, aspiradores industriais ganham importância crítica. Um aspirador industrial de alta qualidade, como os oferecidos pela Brasmo, alcançam até 15 metros de altura e limpam cantos de difícil acesso, eliminando resíduos que podem se tornar focos silenciosos de contaminação.
Esses equipamentos podem ser usados em câmaras frias onde há acúmulo de gelo, em áreas elevadas ao redor de maquinário que não pode ser desligado frequentemente, e em volta de drenos onde resíduos podem se acumular. A frequência de limpeza depende do tipo de utensílio e da área onde está sendo usado.
Como regra geral consolidada: pás, facas e utensílios de contato direto com alimentos crus devem ser lavados e higienizados entre cada tipo de alimento manipulado, ou seja, se você usa uma pá vermelha para frango cru, depois para carne bovina crua, ela deve ser higienizada entre os dois.
Panos de limpeza devem ser trocados a cada 4 horas de uso contínuo e depois higienizados em temperatura superior a 77°C para eliminar microorganismos. A Brasmo oferece panos industriais especificamente desenvolvidos para essa função, absorventes, duráveis mesmo após múltiplas lavagens, e que suportam ciclos de aquecimento a altas temperaturas sem degradação.
Investir em materiais de higienização de qualidade prolonga a vida útil de todo o kit de higienização e reduz custos de reposição constante, que é o que acontece quando você tenta economizar com panos de baixa qualidade.
Implementar um sistema robusto de prevenção de contaminação cruzada traz retornos significativos. Quando bem executado, oferece vantagens operacionais, financeiras e de reputação que impactam diretamente no resultado da empresa, trazendo benefícios como a redução de desperdício de alimentos, mais conformidade em auditorias técnicas, redução de riscos e um aumento de eficiência operacional.
Um sistema bem estruturado de prevenção de contaminação cruzada reduz perdas na indústria ao evitar o contato inadequado entre alimentos, resíduos, superfícies e utensílios.
Quando pás, cabos, escovas, rodos e demais itens são separados por área de uso, a equipe trabalha com mais segurança e menor risco de erro no processo. O uso de código de cores e utensílios resistentes, como as soluções da Brasmo, facilita a identificação correta de cada item durante a rotina produtiva.
A organização dos utensílios por área de uso ajuda a empresa a demonstrar controle sobre os riscos de contaminação cruzada durante auditorias e inspeções. Um sistema visual, com cores bem definidas e armazenamento adequado, facilita a conferência dos processos por equipes internas e órgãos fiscalizadores.
Com processos mais claros e rastreáveis, a indústria reduz inconsistências, melhora a padronização e fortalece sua gestão de segurança dos alimentos.
Falhas na prevenção de contaminação cruzada podem gerar autuações, paralisações, recolhimento de produtos e prejuízos à reputação da marca. Ao separar utensílios por área, função e cor, a empresa reduz a chance de inconformidades que possam comprometer a qualidade do produto final.
Um sistema organizado também melhora a eficiência operacional, pois cada utensílio passa a ter local, cor e função definidos dentro da rotina industrial. Com isso, os colaboradores perdem menos tempo procurando equipamentos, conferindo o uso correto ou corrigindo falhas de separação entre áreas.
A implementação de um programa de prevenção de contaminação cruzada não precisa ser complicada ou caótica. E ter um roteiro em mãos pode te ajudar no processo.
Diagnóstico inicial detalhado: Observe sua operação atual com olhar crítico. Quais utensílios estão sendo usados atualmente? Estão em bom estado? Qual é o padrão de limpeza que existe hoje? Onde é que erros de contaminação cruzada ocorrem com mais frequência
Definição clara de código de cores e áreas de uso: decida, de forma documentada, qual cor vai para qual área ou tipo de alimento. Não improvise.
Seleção de utensílios e equipamentos apropriados: Escolha pás, cabos, panos e aspiradores que atendam às exigências regulamentares e à realidade de sua operação. A Brasmo oferece soluções completas, desde pás, cabos ergonômicos, panos de alta durabilidade e aspiradores industriais com alcance específico.
Treinamento robusto de colaboradores: Nenhum sistema funciona sem as pessoas entenderem profundamente o porquê. Um treinamento eficaz não é mostrar “pá vermelha é para carne vermelha”, mas sim explicar: bactérias como Salmonella vivem no trato intestinal de animais, aparecem na superfície da carne crua durante o abate, podem sobreviver à superfície de um utensílio se a limpeza for superficial.
Auditoria interna periódica e contínua: Verifique trimestralmente se o sistema está sendo realmente seguido. Pegue utensílios aleatoriamente e verifique se a cor está correta para a área, procure resíduos visíveis em áreas que deveriam estar limpas, entreviste operadores sobre o protocolo de higienização, e documente tudo em planilhas de auditoria.
Implementar mudanças significativas em operações estabelecidas nunca é fácil. Aqui estão os desafios mais comuns que operações enfrentam e estratégias comprovadas para superá-los:
Prevenção de contaminação cruzada é a base fundamental de toda operação industrial segura e conformada. Quando utensílios estão organizados consistentemente por códigos de cores, higienizados com frequência apropriada, armazenados corretamente em áreas designadas, e todo o sistema está documentado e auditado periodicamente, os riscos de contaminação cruzada caem dramaticamente.
Ao mesmo tempo, sua operação demonstra maturidade em conformidade regulatória que auditorias da ANVISA e outros órgãos reconhecem e respeitam. A Brasmo, com mais de 30 anos de experiência comprovada em segurança e higiene industrial, entende profundamente esses desafios porque trabalha com operações reais, enfrentando pressão de produção e volume todos os dias. Incluindo ferramentas corretamente organizadas, higienizadas e separadas de forma clara por tipo de uso e área de produção.
Se sua indústria está pronta para implementar um sistema robusto de prevenção de contaminação cruzada, ou se já tem um sistema e quer otimizá-lo, a Brasmo está aqui para te oferecer soluções específicas de pás, panos e equipamentos que já protegem centenas de operações brasileiras!
A ANVISA não obriga um código de cores específico, mas exige que haja um sistema claro e consistente. O que funciona internacionalmente (vermelho para carne, verde para vegetais) também funciona no Brasil.
Teoricamente você pode usar máquina de lavar louça profissional, desde que a temperatura alcance ao menos 77°C durante todo ciclo de lavagem, o detergente seja específico para alimentos, e você tenha enxágue abundante para remover resíduos. Mas para a máxima segurança e conformidade, é recomendado separar os ciclos por cor de utensílio. Assim você evita qualquer possibilidade de resíduo cruzado acontecer dentro da própria máquina.
A implementação básica, ou seja, compra de utensílios, definição de áreas, primeiro treinamento, leva de 2 a 4 semanas. Mas a consolidação total, com realmente todos os operadores seguindo à risca em todos os turnos, sem supervisão constante, leva de 2 a 3 meses.
A PROACCHP tem reforço metálico incorporado que é detectável por metal detectores, obrigatória quando há legislação ou cliente que exige isso (frigoríficos, laticínios sob auditoria FDA). A FBK não tem metal, ideal para operações onde o detector está desligado, operações que não têm metal detector, ou onde a legislação não exige.
Faça testes mensais de rotina: pegue utensílios aleatoriamente durante a operação e verifique se a cor está correta para a área onde está sendo usado. Procure resíduos visíveis em superfícies que deveriam estar limpas. Verifique se a frequência de troca de panos está sendo respeitada. Entreviste aleatoriamente operadores sobre o protocolo de higienização e veja se conseguem explicar por quê.
Primeiro: notificar ANVISA e Vigilância Sanitária local imediatamente, conforme lei. Segundo: não destruir nada pois os investigadores precisam examinar. Terceiro: iniciar o recall do produto se já foi distribuído. Quarto: análise de causa-raiz para entender onde o sistema falhou. Quinto: implementar correções e novamente treinar toda operação.